


Requirements
Modern propulsion technologies require high-precision and reliable test solutions. This is also the case with a leading e-vehicle manufacturer, who commissioned us with the holistic development and production of a sophisticated test bell for its test stations.
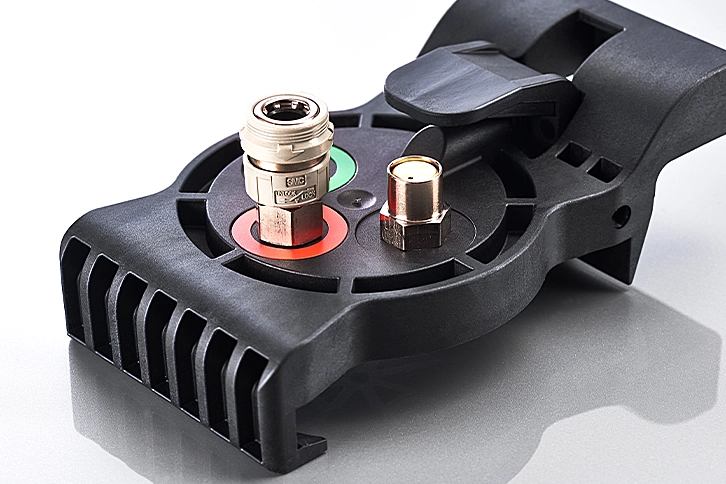
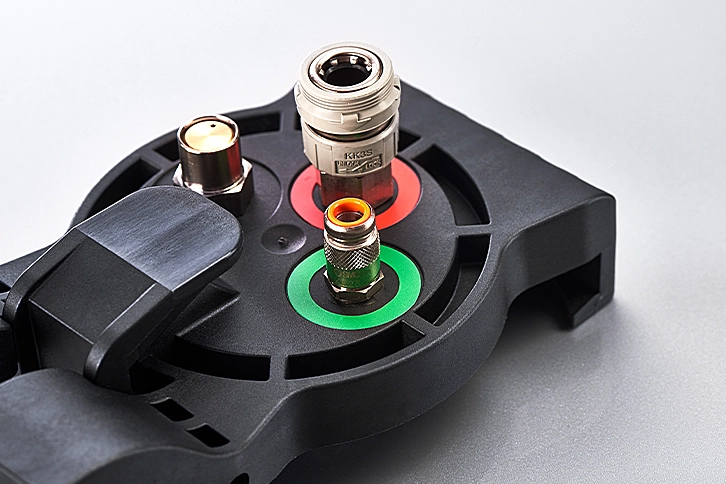
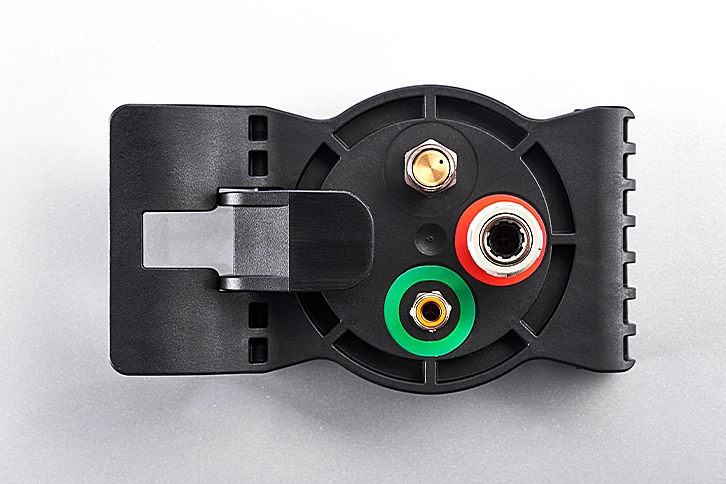
A particular challenge was in successfully combining several add-on interfaces in the ZSB assembly and turning them into an individual assembly concept – including a PUR seal and various metal components. All components and inserts have to be realized with precision and the highest requirements surrounding air-tightness and temperature resistance. And in a particularly tight time frame in which it was necessary for us to take the complex assembly into series production on a stable and cost-effective basis.
Process
The bundling of the value creation is particularly beneficial in the case of such a challenging assembly and ambitious “time to market” period. We therefore bundled all development, tool construction, manufacturing and assembly work at the location of our company in Knittelfeld. In this respect, each process in the processing chain is adapted to stability and cost-effectiveness.
On the basis of a detailed mold-flow analysis, we initially gained important insights into the theoretical warping and the anticipated shrinkage for the process development. This information flows into the subsequent tool design on a 1:1 basis, in which we aligned the tool with all of the assembly components such as the seal, valves and mechanical components on a precision basis. During the manufacturing of the prototype, the component, tool and injection molding machine were designed according to the production requirements.
Together with the customer, we developed an individual assembly concept and created all the required leak test procedures. Both the insert and assembly solutions are coordinated optimally according to the high unit quantities.
Due to the complex requirements in the engine area, a particularly temperature-resistant thermoplastic was processed, the PA 6.6 GF 30. This material warps in the cooling phase. It was therefore necessary to plan for correction loops from the start to achieve the required flatness and connection dimensions.
Each process step is continuously monitored using measuring machines, gauges, dial gauges and calipers, and documented in the CAQ system.



{kind=link}
{kind=link}
{kind=link}
Result
Thanks to our specialist know-how in plastics processing and our strength in 1-site production, we are able to design the entire process on an efficient and cost-effective basis. We were therefore also able to take product from customer drawing to series production in the shortest possible time.
The result is a precision assembly that fulfills the highest requirements in terms of air-tightness and temperature resistance and is manufactured on a stable and reproducible basis in a 3-shift pattern using the latest insertion and assembly technologies. Currently in a production run of 20,000 units per year.
8
injection molding machines
200
kg material throughput
5
manufactured components
Convinced?
Start your project now
Call us or write to us. Let’s take your idea to series production together.